
Mining Waste
Advanced magnesium separation, delivers cost-effective, sustainable disposal of mining waste & the existing 217trn liters of tailings in storage.
Carbon Reduction
Low-emissions production of lithium, nickel and other critical raw materials by electrification and reduction of transport and manufacture of raw chemicals.
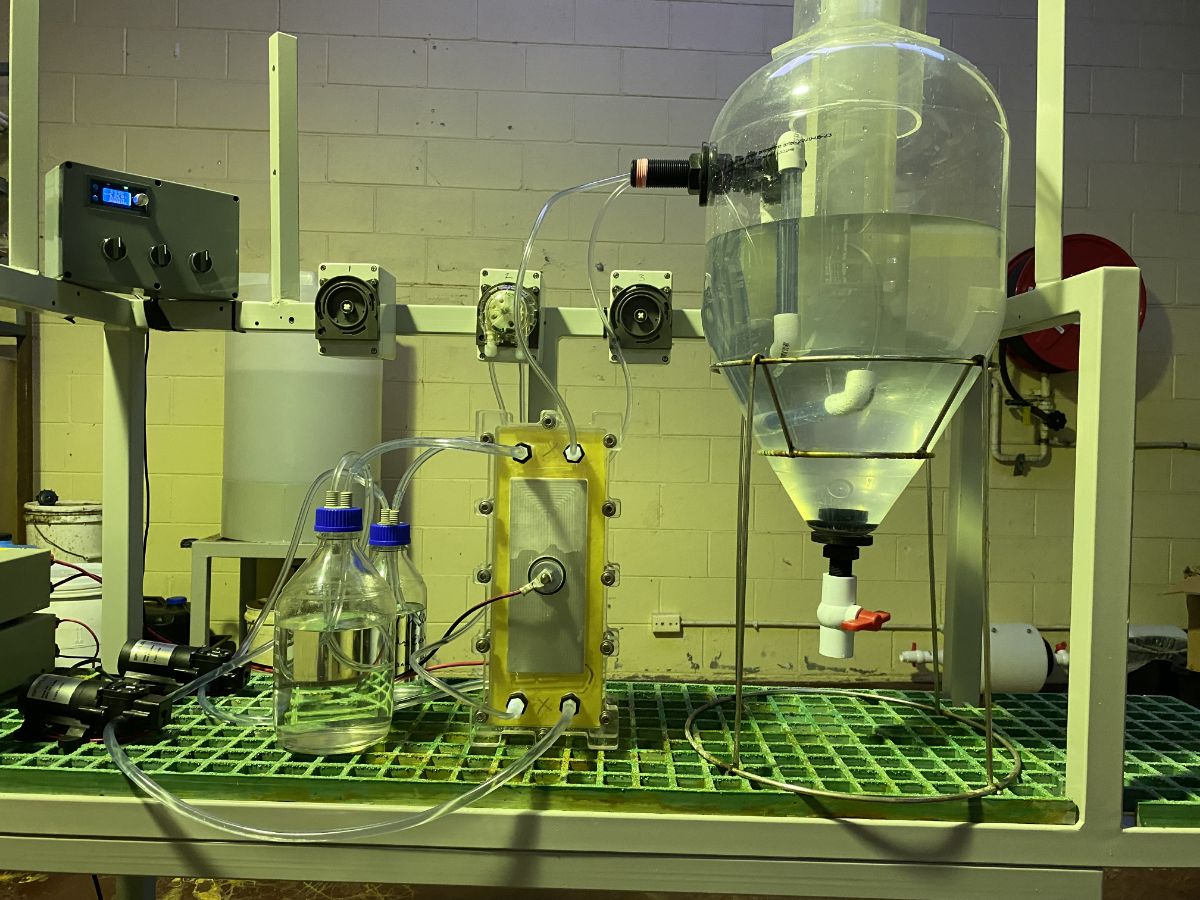
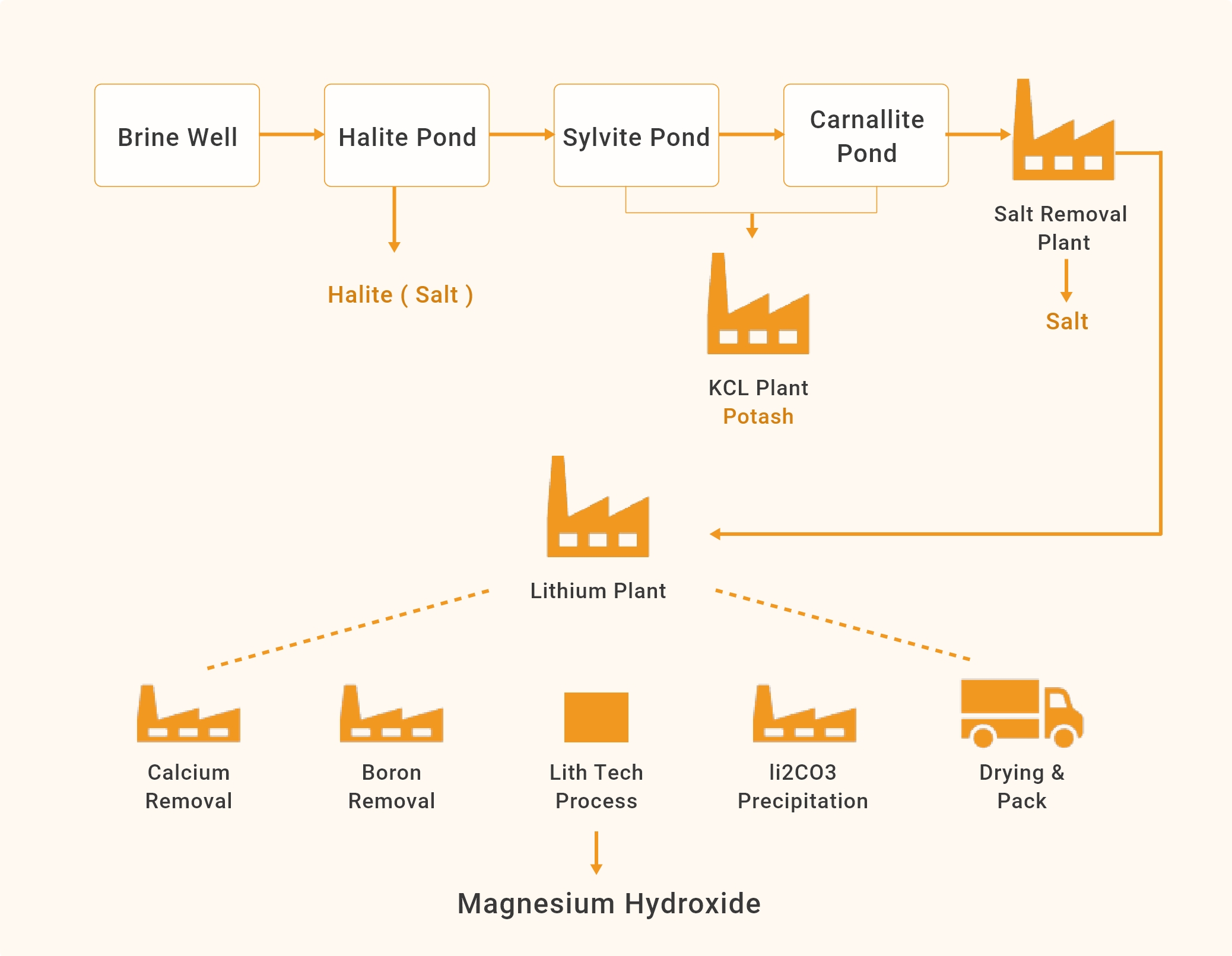
Green By-Products
Green by-products generated in all use cases, including magnesium hydroxide, which can be used as a sustainable flame retardant, & hydrogen for clean energy.

Sequesters Carbon
The process can permanently remove carbon, which makes the technology eligible for the US$760bn carbon credit market.

Cheap Clean Water
Technology can be used to treat wastewater, which can help third-world countries get access to affordable, reliable sources of water.

Preserves Resources
Fast tracking battery grade metal production while generating a higher yield of limited critical raw materials resources.